Производство закладных деталей в Москве
- Нужна помощь?
- Задавайте вопрос — вам ответит наш эксперт
Аня Григорьева
Менеджер

Цены
Описание
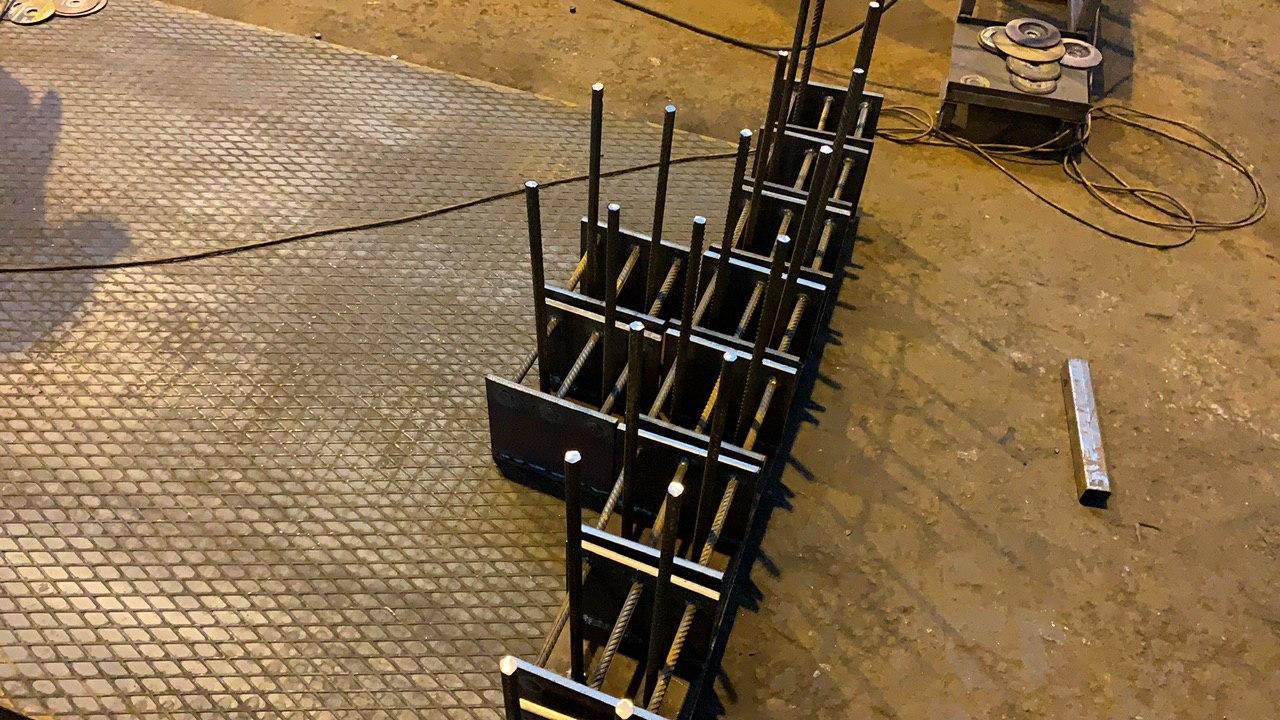
Закладные детали представляют собой металлические элементы, встраиваемые в монолитные конструкции на этапе бетонирования, что позволяет создать прочные связи в железобетонном каркасе и укрепить конструкции, повышая их несущую способность.
Ключевые характеристики
Закладные детали конструктивно состоят из опорной пластины и анкеров, которые привариваются к пластине. Они могут быть соединены с металлическим каркасом либо с помощью сварки, либо с помощью болтового соединения. Поверхность этих деталей обрабатывается антикоррозийным составом, таким как лакокрасочное покрытие, оцинковка или хромирование, в зависимости от требований к долговечности и условий эксплуатации.
Применение
Закладные детали находят широкое применение в различных строительных конструкциях:
- Основания, перекрытия и фасады зданий.
- Опоры, подпорные стены.
- Вышки, мачты, опоры линий электропередач.
- Крепление козырьков, ограждений и лестниц.
- Шахты лифтов, мосты, колодцы, каналы, тоннели.
Технологические преимущества
- Готовые закладные детали сокращают время, необходимое для сооружения зданий.
- Оптимизация использования ресурсов и минимизация общих затрат на проект благодаря стандартизации и упрощению монтажа.
- Современные технологии и контроль на каждом этапе производства гарантируют высокую точность и качество каждой детали.
- Использование закладных деталей повышает безопасность на строительной площадке и способствует долговечности конструкций.
Производство закладных деталей
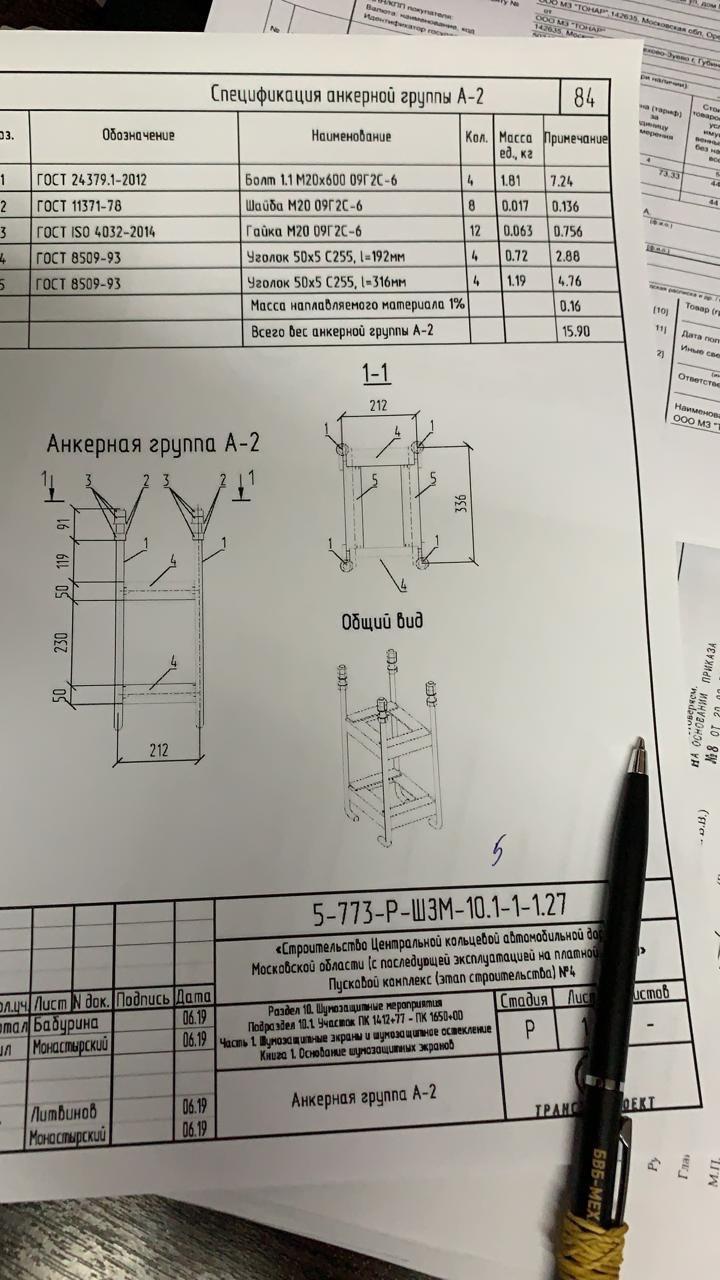
Закладные детали изготавливаются с применением высококачественных стальных листов, полученных методом горячего проката. Технология производства включает сварку или штамповку, что позволяет добиться необходимой формы и размеров согласно спецификациям проекта. Каждый заказ обрабатывается с учетом условий эксплуатации и требований клиента, что делает каждую партию уникально адаптированной к нуждам проекта.
Почему выбирают нашу продукцию
- Возможность производства закладных деталей любых форм и размеров.
- Использование сталей повышенной прочности для особых условий эксплуатации.
- Готовность реализовать заказ любой сложности и объема.
Свяжитесь с нами сегодня, чтобы обсудить все условия и узнать больше о наших продуктах и услугах. Мы гарантируем индивидуальный подход и лучшие решения для ваших задач.