Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
Кислородная резка в Москве
Толщина до 300 мм · Чёрные и низколегированные стали · Расчёт за 1 часКислородная (газовая) резка — классический и экономичный метод раскроя углеродистых и низколегированных сталей большой толщины. Процесс основан на сжигании металла в струе чистого кислорода, разогретого до температуры воспламенения.
-
12+
лет на рынке
-
5
постов в цеху
-
1д
срочный заказ
-
НДС
работаем с НДС
Технические параметры

| Материал | Углеродистая сталь, Ст3, Ст10–Ст45 |
| Толщина | 5–300 мм |
| Точность | ±1–2 мм |
| Скорость реза (20 мм) | ≈ 500 мм/мин |
| Оборудование | Автоген, портальная машина CNC |
| Газы | Кислород + пропан / ацетилен |
Особенности метода
Методика кислородной резки заключается в разрезе структуры металла под влиянием струи кислорода, которая исключает созданные в процессе оксидные компоненты.
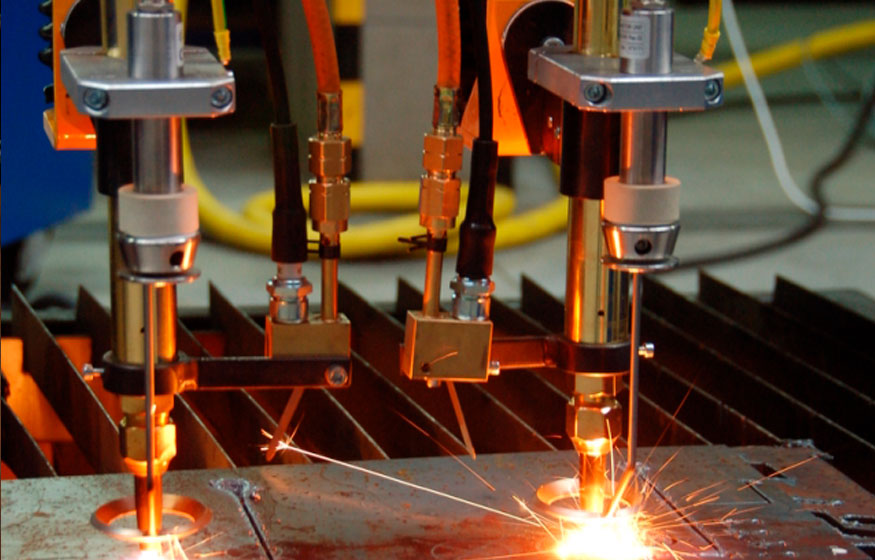
Подробная технология резки металлических изделий
Перед разрезом осуществляется нагревание материала с помощью разогревающего резака. Образуется пламя, которое является результатом горения газа в комбинации с кислородной смесью. В тот момент, когда температурный порог доходит до нужного значения, происходит открытие вентиля для прохода кислорода в чистом виде (99,5 процента). С этого момента можно делать полноценный рез металла. Чистый кислород выходит из главного канального отверстия мундштука, он необходим для разреза и удаления оксидных элементов. Его принято называть режущим. Кислород для пламени выполняет функцию предварительного нагрева, его проход в совокупности с газом осуществляется из боковых отверстий мундштука.
Режущий поток путем вытеснения убирает в разрез оксидные элементы, которые подогревают следующий металлический слой, что помогает моментальному окислительному процессу. В итоге оксиды в расплавленном виде осуществляют окисление по всей толщине среза и устраняются из зоны среза под воздействием чистого кислорода.
Особенности резки
Внешняя сторона листа должна быть тщательно очищена от различных компонентов, например, окалины, красок, масленых фрагментов, а также остатков коррозии и других химических загрязнений. Важным препятствующим элементом является окалина, она оказывается барьером для контакта металла с режущим воздействием струи кислорода, а также пламени. Для качественного устранения этих фрагментов необходимо полноценно прогреть участок реза для будущих манипуляций кислородным оборудованием. Перемещение пламени происходит с той же скоростью, что и скорость разреза металла.
Перед самой процедурой разреза поверхность разогревается до температуры воспламенения металла в кислородной среде.
Характеристики прямолинейного реза
Срез металлических материалов до пятидесяти миллиметров осуществляется с предварительным монтажом сопла в вертикальной конфигурации, затем с наклоном, обратным направлению среза (как правило, на двадцать – тридцать градусов). Данный метод позволяет ускорить окисление и существенно увеличить скорость резки кислородом, в целом поднять КПД. Если толщина более пятидесяти мм, то в самом начале резак устанавливается под наклоном пять градусов в сторону, которая является обратной процессу резки.
Какие агрегаты применяются для данной манипуляции?
Главным компонентов является кислород высокой чистоты, от этого зависит качество работы и расход. Чем выше чистота, тем меньше расход. В качестве подогреваемого газа выступают как жидкие газы, так и углеводороды в виде газа.
Где применяется оборудование?
Оборудование используется при резке различных металлических конструкций, например, изделий проката, трубных элементов, листовых фрагментов, заготовок разнообразной конфигурации и так далее.