Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
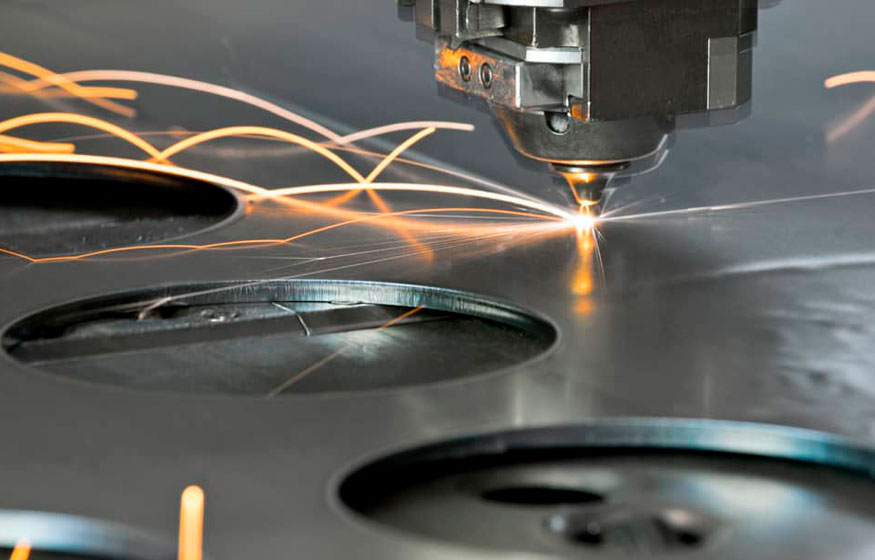
Лазерная резка в Москве
Точность ±0,1 мм · Листы до 25 мм · Скорость до 30 м/мин · Расчёт за 1 часЛазерная резка — высокоточный метод раскроя металла сфокусированным лазерным лучом. Обеспечивает минимальную ширину реза, высокое качество кромки и возможность вырезать сложные контуры без дополнительной обработки.
-
12+
лет на рынке
-
5
постов в цеху
-
1д
срочный заказ
-
НДС
работаем с НДС
Технические параметры


| Материал | Сталь, нержавейка, алюминий, медь, латунь |
| Толщина | 0,5–25 мм |
| Точность | ±0,05–0,1 мм |
| Ширина реза | 0,1–0,3 мм |
| Мощность лазера | 2–12 кВт |
| Оборудование | Fiber-лазер с ЧПУ |
Особенности метода
Лазерная резка классифицируется как раскрой материала, во время которого используется лазерные установки с высокой мощностью.
Описания и классификация
Резка выполняется с помощью высокоточного лазерного луча, управляемого компьютеризированной системой. В процессе резки материал в нужной области подвергается нагреванию и плавлению, что приводит к его воспламенению, испарению или удалению при помощи потока газа. Это обеспечивает формирование резов с минимальным термическим воздействием на окружающие зоны.
Основным отличием резки при помощи лазера является отсутствие механического воздействия на материал , который подвергается обработке, и минимизация процента появления дефектов и деформаций. Работа лазера осуществляется как по окантовке как плоских деталей, так и объемных.
Для данного типа резки используются специализированные устройства, в основе которых могут быть различные типы лазеров: волоконные, твердотельные и газовые СО2-лазеры. Эти лазерные установки могут работать как в режиме непрерывного излучения, так и в режиме импульсной периодической работы.
Преимущества:
- Обработка деликатных материалов и тех, которые могут легко подвергнуться деформации при механическом воздействии, осуществляется без прямого контакта, что исключает риск повреждений.
- Эффективная обработка материалов с высокой твердостью, включая твердые сплавы.
- Высокая скорость резки тонколистовых стальных материалов позволяет сократить производственные сроки и повысить общую эффективность процессов.
Для выполнения раскроя материалов необходимо использовать файл чертежа в формате, совместимом с различными программами для проектирования. После подготовки чертежа его загружают в специальное компьютеризированное оборудование, которое выполняет раскрой с высокой точностью, минимизируя погрешности и соответствуя заданным параметрам.
Лазерная резка применяется для обработки широкого спектра металлов, включая сталь, алюминиевые сплавы и другие цветные металлы. Обрабатываемые металлические листы должны соответствовать следующим параметрам:
- Стальные листы толщиной от 0,2 мм до 30 мм;
- Нержавеющие стальные листы толщиной от 0,2 мм до 12 мм;
- Алюминиевые сплавы с толщиной от 0,2 мм до 20 мм;
- Латунные листы толщиной от 0,2 мм до 12 мм;
- Медные листы с толщиной от 0,2 мм до 15 мм.
Различные типы металлических листов требуют применения определенных видов лазеров. Металлы с низкой теплопроводностью лучше всего поддаются лазерной резке, так как они более эффективно поглощают энергию лазера. В свою очередь, металлы с высокой теплопроводностью могут вызывать проблемы, такие как образование гратов, из-за быстрого рассеивания тепла и недостаточной концентрации энергии на месте реза.
3 разновидности приспособлений для лазерной резки:
- газоустановки;
- твердотельные установки;
- газодинамические установки.