Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
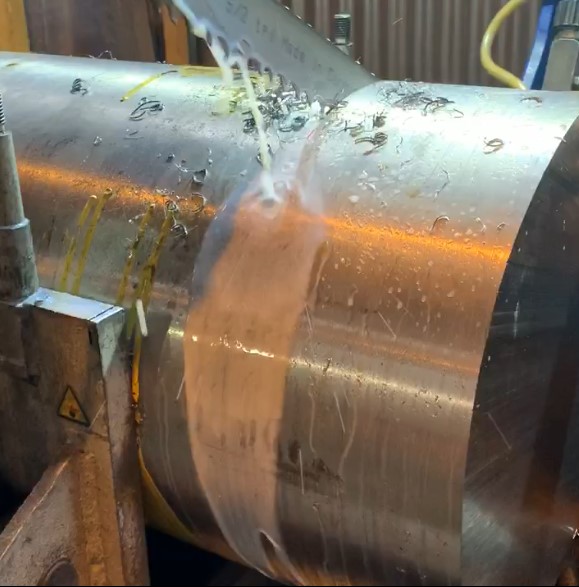
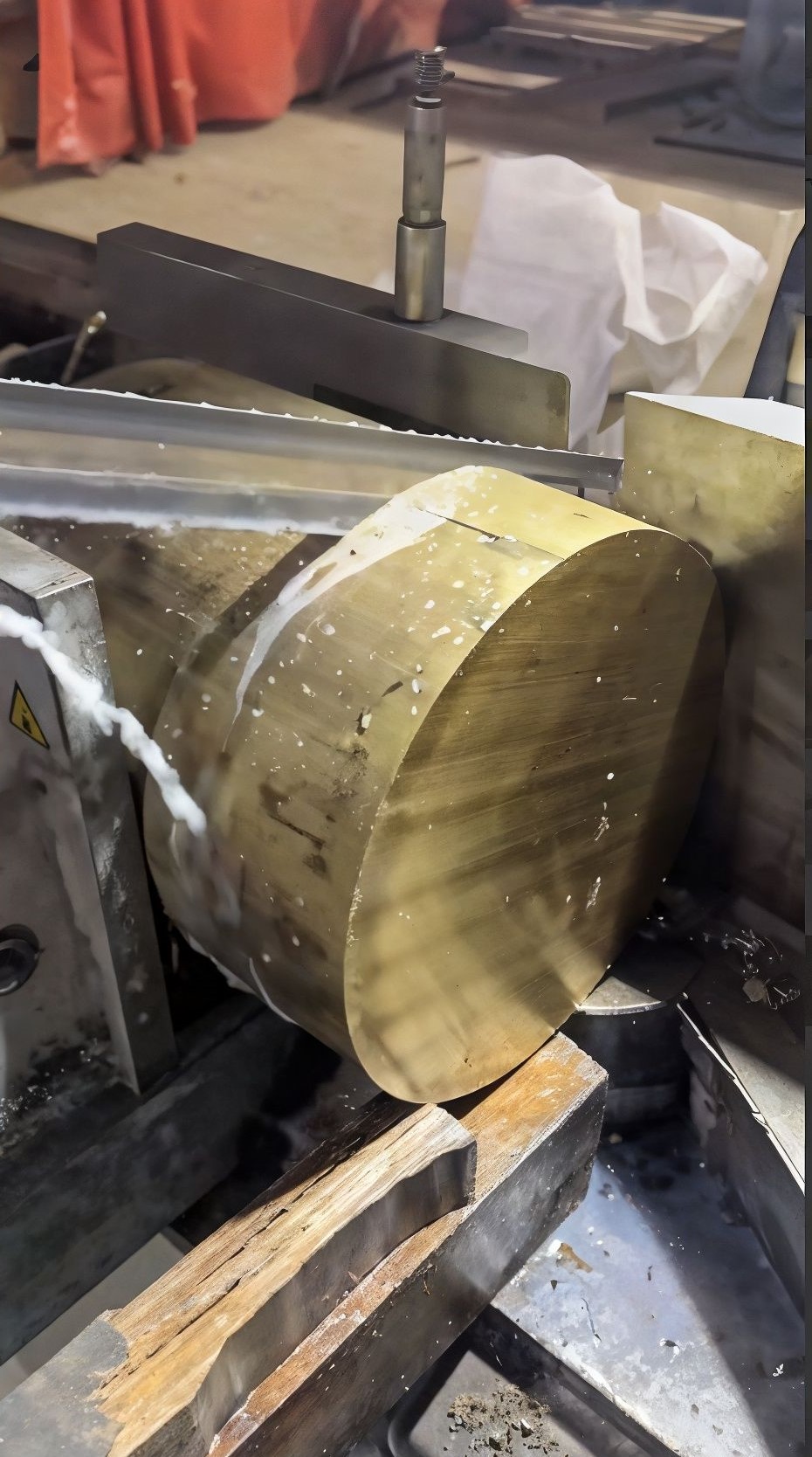
Резка на ленточнопильном станке в Москве
Круг, квадрат, швеллер, двутавр · Диаметр до 500 мм · Угловой рез до 60°Резка на ленточнопильном станке — точный и экономичный метод поперечного раскроя сортового проката, труб, балок и профилей. Позволяет делать прямые и угловые резы с высокой чистотой торца.
-
12+
лет на рынке
-
5
постов в цеху
-
1д
срочный заказ
-
НДС
работаем с НДС
Технические параметры


| Материал | Все металлы и сплавы |
| Диаметр / сечение | До 500×500 мм |
| Угол реза | 0°–60° |
| Точность | ±0,1–0,3 мм |
| Ширина пропила | 1,5–3 мм |
| Оборудование | Bomar, Behringer, ОМД |
Особенности метода
Ленточнопильная резка металлопроката представляет собой метод обработки, который обеспечивает точное и аккуратное разрезание различных видов металлов. Технология позволяет обрабатывать как высоколегированные и конструкционные стали, так и цветные металлы и их сплавы. Высокая точность резки достигается за счет применения современных ленточных пил, что гарантирует минимальные отклонения от заданных размеров и возможность работы с материалами разной плотности и прочности.
Преимущества
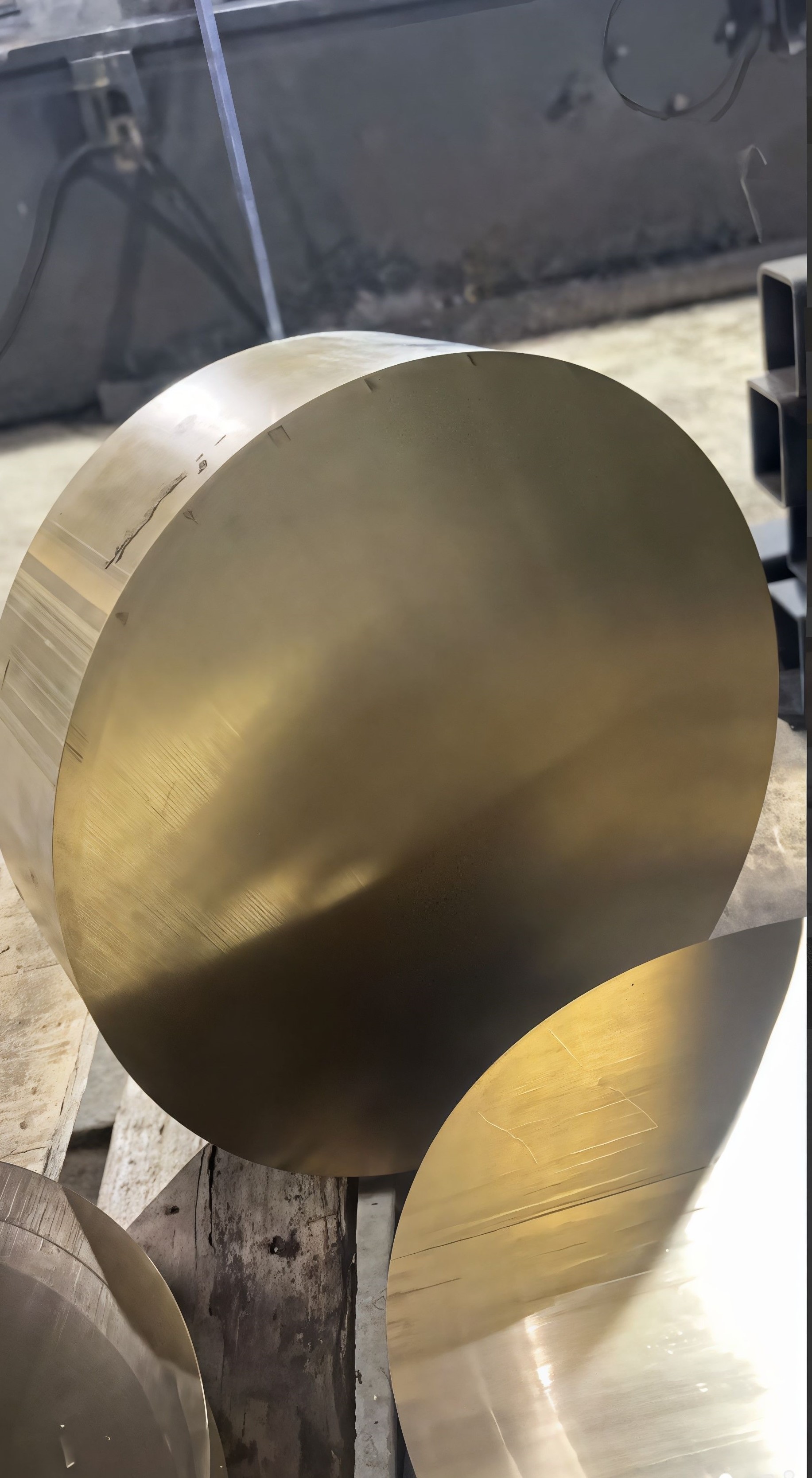
- Ленточные пилы обеспечивают точность резки до 0.1 мм, что критически важно для производства сложных компонентов.
- Минимальная ширина реза, всего 1.5 мм, значительно снижает количество отходов, позволяя использовать металл более эффективно.
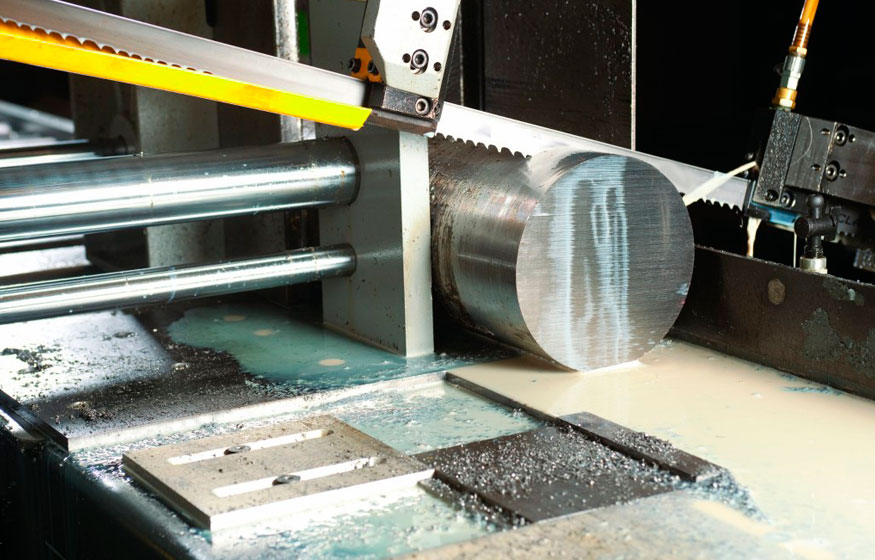
- Ленточнопильные станки могут работать с металлами разной толщины и форм, обеспечивая универсальность при выполнении заказов.
- Современные ленточнопильные станки оснащены системами ЧПУ, что ускоряет процесс резки и позволяет выполнять большие заказы в сжатые сроки.
Особенности Ленточнопильных станков
- Резка может производиться под углом от 0 до 60 градусов, что дает возможность создавать сложные формы и конструкции.
- Возможность резки металлопроката различного сечения, включая круглые, прямоугольные трубы, швеллеры, уголки и другие профили.
- Станки могут быть вертикальными или горизонтальными, ручными, автоматическими или полуавтоматическими, в зависимости от требований производственного процесса.
Если вы ищете надежного партнера, способного предложить качественные услуги по ленточнопильной резке металла, обратитесь к нам. Мы предлагаем не только выполнение заказов с высокой точностью и в срок, но и конкурентные цены, что делает нас предпочтительным выбором для оптовых закупщиков металлопроката. Свяжитесь с нами сегодня, чтобы обсудить ваши проектные потребности и получить индивидуальное предложение. Мы гарантируем, что вы получите именно то, что нужно для вашего бизнеса!