Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
Гибка труб в Москве
Диаметры 10–219 мм · Углы 15°–180° · Мандрельная гибка ЧПУПроизводим гибку труб круглого и профильного сечения на трубогибочных станках с ЧПУ. Мандрельная технология сохраняет форму сечения и исключает складки. Работаем со сталью, нержавейкой, алюминием и медью от 1 штуки.
-
12+
лет на рынке
-
1д
минимальный срок
-
±0,5°
точность угла
Технические параметры

| Материалы | Сталь, н/ж, Al, Cu |
| Диаметр трубы | 10–219 мм |
| Точность угла | ±0,5° |
| Метод | ЧПУ-трубогиб, мандрель |
| Углы гибки | 15°–180° |
| Толщина стенки | 1,0–10 мм |
| Тип гибки | Мандрельная / без мандреля |
| Качество | Без складок и овализации |
Цены
Стоимость зависит от объёма, материала и сложности. Итоговая цена рассчитывается индивидуально.
* Цены без НДС 20%. Стоимость материала — отдельно.
Особенности метода
Гибка труб – это промышленный технологический процесс изменения формы полого металлопроката без использования сварных швов. Производится холодным способом или при помощи нагрева. Способ гибки и оборудование для нее выбирают исходя из необходимого угла загиба, диаметра трубы и материала.
Гнутые трубы устанавливаются в автомобили и прочие транспортные средства, необходимы для работы металлорежущих станков. Их применяют при прокладывании трубопроводов для масла, бензина, воздуха и воды, в отопительных и вентиляционных системах. Они востребованы в сфере сооружения каркасов и мебели.
Качественно согнутую трубу отличает сечение, сохранившее размер и форму. На стенках изделия не должно быть гофр. Минимальный и максимальный радиус изгиба регламентируется ГОСТ.
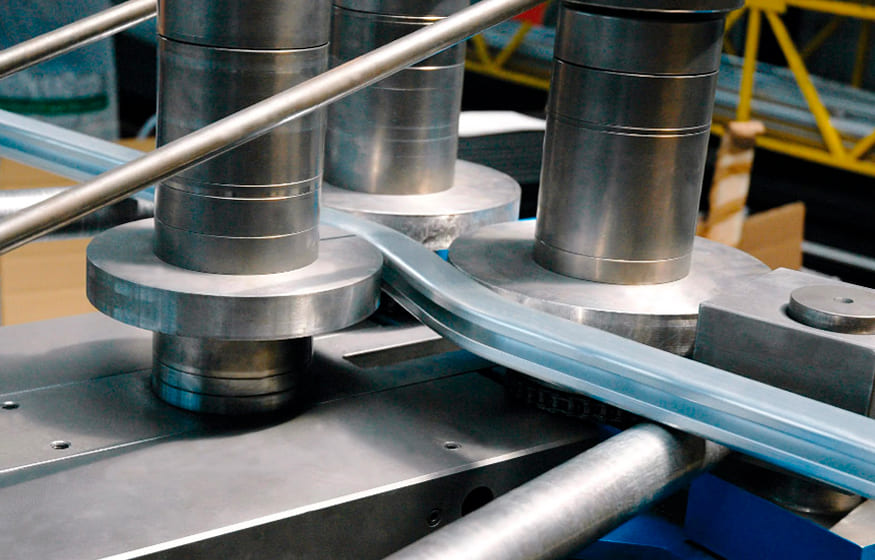
Холодная гибка
Этот способ гибки труб позволяет придать изделию необходимую форму путем воздействия внешней силы и получить любой угол изгиба. Чаще всего его используют для проката небольшого размера из наиболее пластичных металлов – алюминия, меди, латуни.
Осуществляется на станке при помощи вальцевых трубогибов путем обкатки или гидравлической деформации.
Горячая гибка
Эта технология основана на воздействии высоких температур непосредственно на изгибаемый участок и применяется в основном для труб диаметром от 10 сантиметров. Для этого заготовку устанавливают в тисках и обрабатывают вальцевыми трубогибами.
Особенности гибки профильных труб
Обычные станки не подходят для работы с трубами, имеющими сечение в виде квадрата, прямоугольника или овала. Для их обработки используют особое оборудование и делают более сложные расчеты.
Как заказать
«СМАРТАРМА» предлагает услугу гибки труб в Москве. Цены рассчитываются индивидуально, постоянным клиентам предоставляются скидки. Предусмотрена доставка готовых изделий в регионы России, СНГ и Европу.