Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
Вальцовка листового металла в Москве
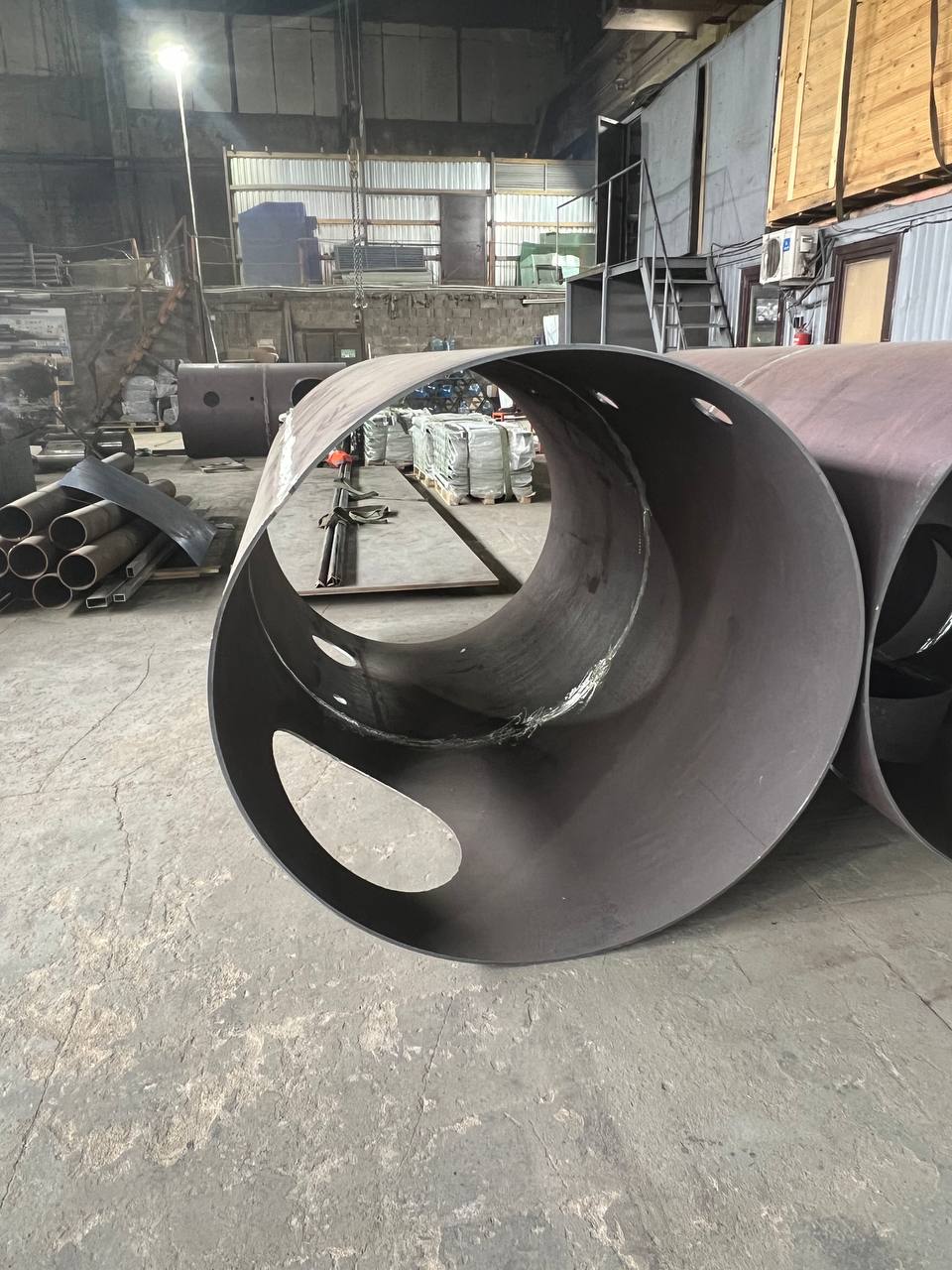
Обечайки · Цилиндры · Конусы · Толщина до 20 мм · Ширина до 2500 мм · Ст3, нержавейка, AlПрофессиональная вальцовка листового металла на гибочных вальцах с ЧПУ. Изготавливаем обечайки, цилиндрические обечайки, конусы, полукруги и арки. Работаем со сталью, нержавейкой, алюминием и цветными металлами. Минимальный внутренний диаметр — от 200 мм.
-
20
мм толщина
-
2500
мм ширина
-
Ø200+
мин диаметр
-
НДС
работаем с НДС
Технические параметры
| Макс. ширина листа | До 2500 мм |
| Толщина стали | 1–20 мм |
| Толщина нержавейки | 1–10 мм |
| Толщина алюминия | 1–12 мм |
| Мин. диаметр (Ø) | от 200 мм |
| Конусность | Любой угол по чертежу |
| Срок | 1–3 рабочих дня |
| Материалы | Ст3, 09Г2С, н/ж, Al, Cu, латунь |
Цены
Стоимость зависит от объёма, материала и сложности. Итоговая цена рассчитывается индивидуально.
💡 Цены ориентировочные, без НДС. Сварка продольного шва обечайки — дополнительно по договору. Точный расчёт — по чертежу. Отправить проект на расчёт →
Особенности метода
В современной промышленности вальцовка листового металла занимает важное место благодаря своей способности преобразовывать плоский лист в конструкции различной формы. Это основа для создания множества металлических изделий, от простых деталей до сложных конструкционных элементов.
Технологический процесс
Вальцовка — это процесс, при котором листовой металл проходит через вальцовочные станки, которые гнут металл до необходимой конфигурации. Процесс может осуществляться на машинах с разным количеством валов, чаще всего используются три или четыре вала, что позволяет формировать как простые, так и сложные изогнутые формы.
Основные преимущества
- Вальцовка позволяет обрабатывать большие объемы металла за короткое время, что идеально подходит для массового производства.
- Современные вальцовочные станки с ЧПУ способны создавать детали с высокой точностью размеров, что критично для многих инженерных и строительных приложений.
- Технологические аспекты
- Применима к широкому спектру металлов, включая сталь, алюминий, медь, латунь и другие сплавы.
- Используются станки с гидравлическим, электрическим или ручным приводом, каждый из которых имеет свои особенности для определенных типов задач.
Применение:
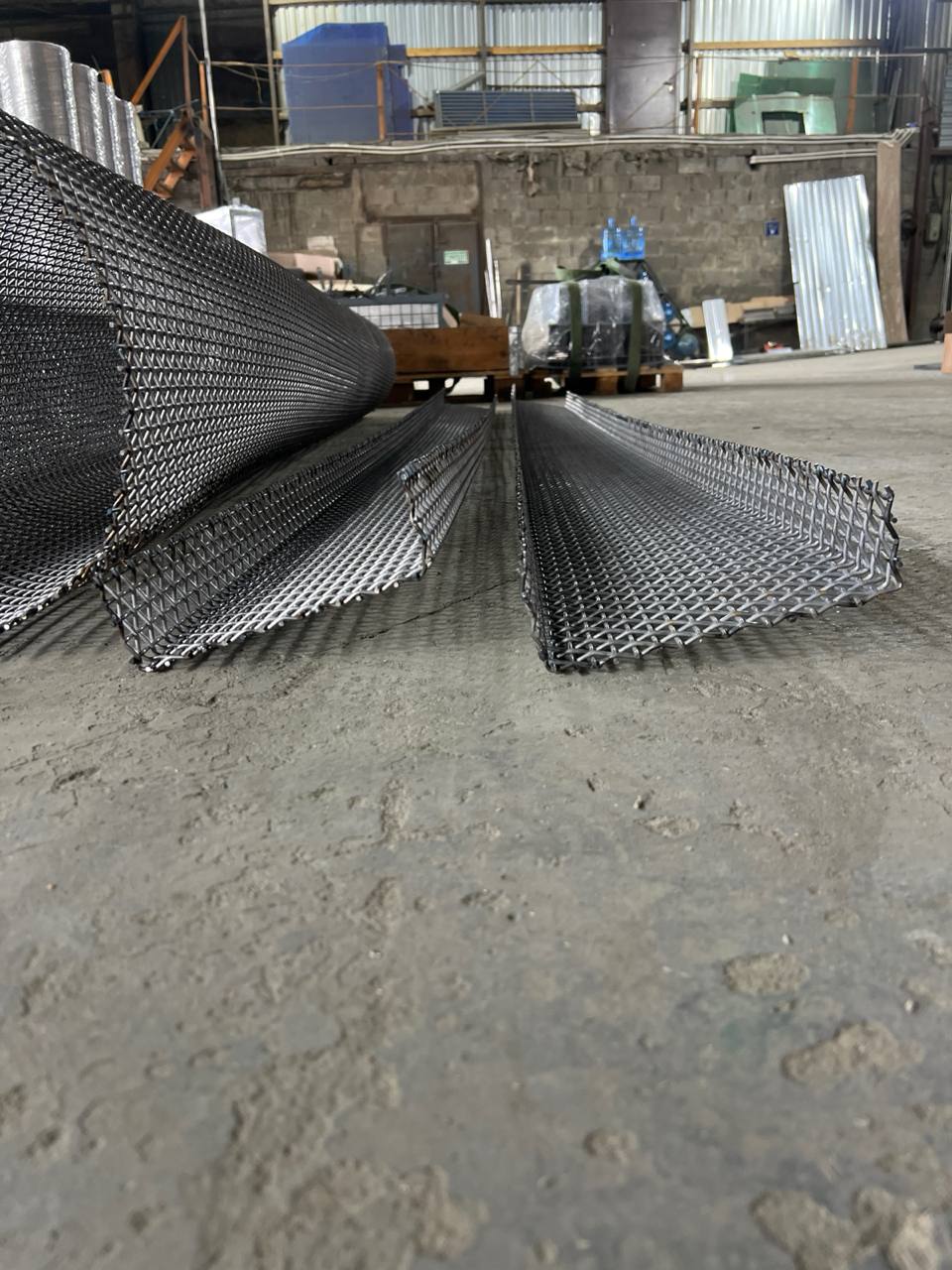
- Изготовление архитектурных элементов, таких как фасадные панели, кровельные элементы и водосточные системы.
- Создание компонентов для машин, оборудования и транспортных средств, включая трубы, цистерны и корпуса машин.
Параметры:
- Вальцовочные станки способны обрабатывать металл толщиной от 0,5 мм до 100 мм, в зависимости от мощности оборудования.
- Спецификации машин позволяют работать с радиусами изгиба от 70 мм до 4200 мм, что подчеркивает их универсальность.
Выбирая нашу компанию, вы получаете:
- Использование передовых станков с программным управлением для точной и быстрой обработки.
- Богатый опыт работы в индустрии вальцовки и высокая квалификация наших специалистов.
- Возможность обработки различных материалов и выполнения заказов любой сложности.
Для заказа услуг вальцовки или консультации по вашему проекту свяжитесь с нами через наш сайт или по телефону. Мы предлагаем индивидуальный подход к каждому клиенту, гарантируя оптимальные решения для ваших потребностей. Выберите нас для ваших задач в области вальцовки металла, и вы получите не только качественные изделия, но и полный комплекс сопутствующих услуг.